rifletuner
WKR
- Joined
- Dec 23, 2020
- Messages
- 525
Update to add part 4
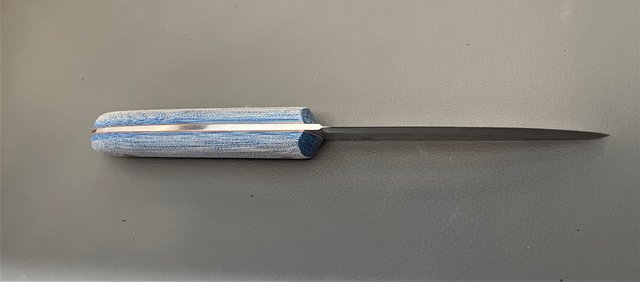
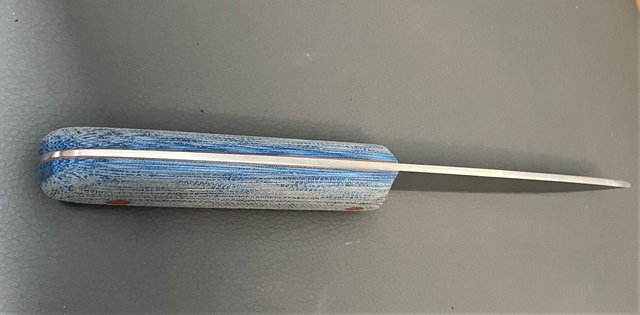
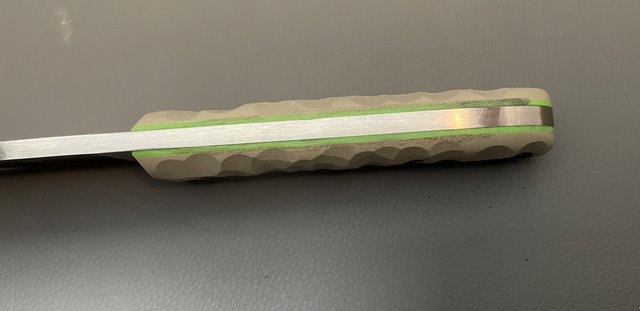
Once I have my handle scales drilled, I can taper the tangs. I grind the end of the tang progressively down to around 1mm (apparently that converts to 0.0393701 of an inch). The trick here is tapering the tang back towards the blade so that the handle sits flush with no gap, but not tapering too far or I will grind into the spine or bevels.
You can see from the below photos that as the grind progresses, the section I hollowed out earlier recedes until there is no hollow visible at the bottom of the tang.



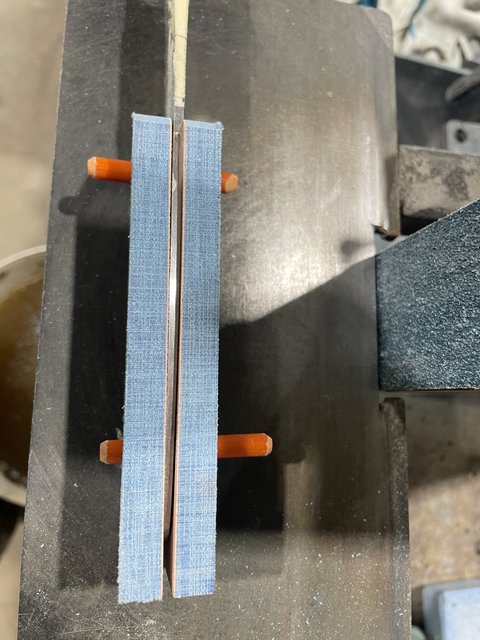
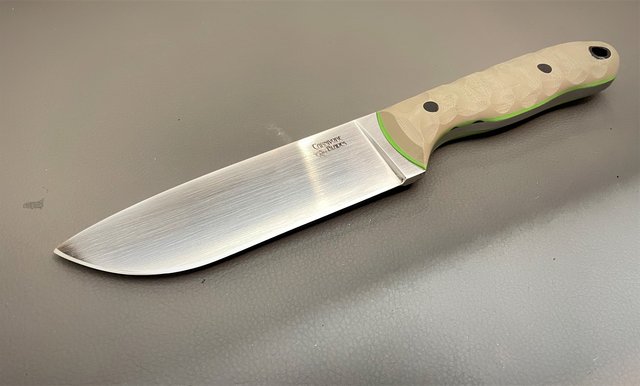
Even though the handle scales haven't been shaped yet, I do a quick check to make sure the tapered section fits flush, before moving on to the next step.
Hand sanding is the single longest step in the whole process. But it really makes the finished product in my opinion. I start off with a 120 grit wet and dry sheet, lubricate the blade with Windex window cleaner, and use a micarta offcut as a sanding stick, and get sanding.

After a couple of passes with the sandpaper, I mark any deep scratches and keep working on these problem areas until everything is blended.

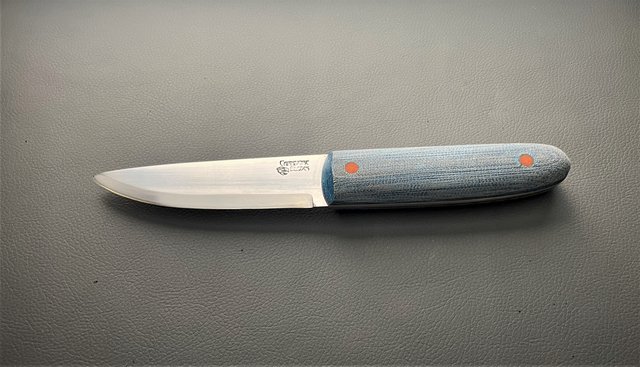
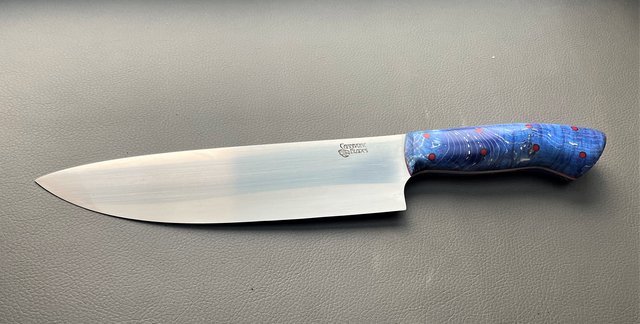
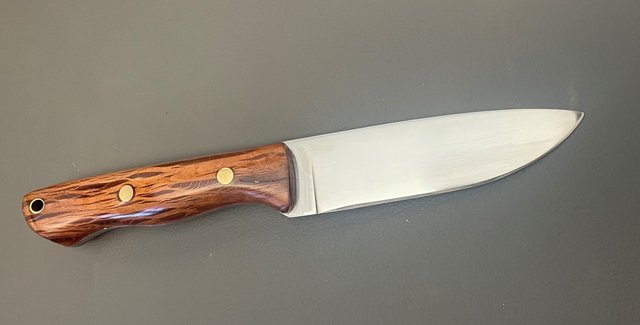
Eventually The bad scratches are gone, and I move through the grits from 180, 240, 400, 600, 800 and usually stop at around 1000 grit, though it depends on the steel. The below photo is once most of the marks are gone, but there are still a few left to get out.

Once I have my handle scales drilled, I can taper the tangs. I grind the end of the tang progressively down to around 1mm (apparently that converts to 0.0393701 of an inch). The trick here is tapering the tang back towards the blade so that the handle sits flush with no gap, but not tapering too far or I will grind into the spine or bevels.
You can see from the below photos that as the grind progresses, the section I hollowed out earlier recedes until there is no hollow visible at the bottom of the tang.
Even though the handle scales haven't been shaped yet, I do a quick check to make sure the tapered section fits flush, before moving on to the next step.
Hand sanding is the single longest step in the whole process. But it really makes the finished product in my opinion. I start off with a 120 grit wet and dry sheet, lubricate the blade with Windex window cleaner, and use a micarta offcut as a sanding stick, and get sanding.
After a couple of passes with the sandpaper, I mark any deep scratches and keep working on these problem areas until everything is blended.
Eventually The bad scratches are gone, and I move through the grits from 180, 240, 400, 600, 800 and usually stop at around 1000 grit, though it depends on the steel. The below photo is once most of the marks are gone, but there are still a few left to get out.
Last edited:




















")
