rifletuner
WKR
- Joined
- Dec 23, 2020
- Messages
- 505
Been a busy few weeks getting knives finished for the Melbourne knife show. Its the local one and was the first show I ever attended in 2024, so a bit of a favourite for my son and I. Last years Melbourne show was slow, and with the economy no better this year, plus the fuel prices, I was apprehensive going into this years show.
But it totally surprised, and was already our best show by the end of Saturday. We were pretty happy going into Sunday, which is always a slower day. So we were thinking if we could sell another knife or two, that wold be great. Well, in another surprise, we sold as many knives Sunday as we did Saturday. So far and away our best show ever. A nice bonus was that 5 of the knives sold were made by my son, so that was a real boost for him.
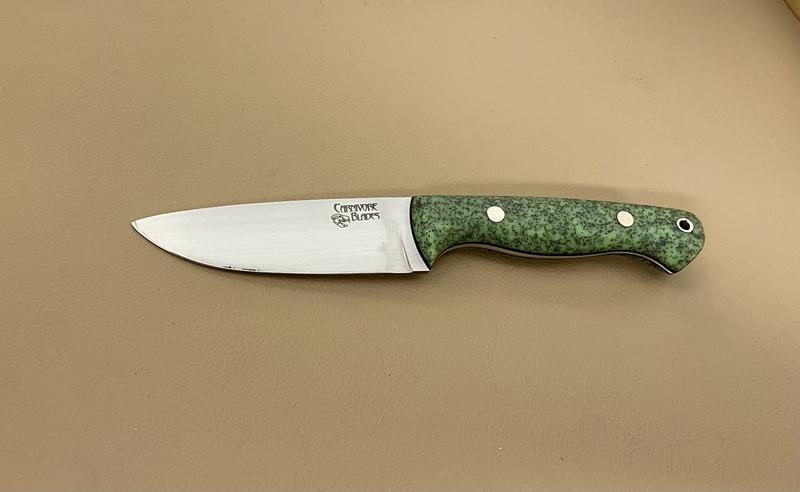
Anyhow, this is a knife I finished a few days before the show. It is my standard hunter pattern, but using a new handle material that I hadn't tried before, so it was a bit of an experiment. Its called Grip-X, which they describe as "revolutionary rubber and resin composite designed for maximum grip, durability, and resilience". And the particular one I ordered is luminous. The knife got a lot of interest at the show, and sold late Sunday morning. A guy with his teenage daughter did a few passes around the tables - the daughter was keen on this knife, and in the end they bought it.
The blade is 3.5mm Nitro V stainless with a full flat grind. The handle is a tapered tang, with grip-x and black liners, stainless Loveless bolts & a stainless lanyard tube.





But it totally surprised, and was already our best show by the end of Saturday. We were pretty happy going into Sunday, which is always a slower day. So we were thinking if we could sell another knife or two, that wold be great. Well, in another surprise, we sold as many knives Sunday as we did Saturday. So far and away our best show ever. A nice bonus was that 5 of the knives sold were made by my son, so that was a real boost for him.
Anyhow, this is a knife I finished a few days before the show. It is my standard hunter pattern, but using a new handle material that I hadn't tried before, so it was a bit of an experiment. Its called Grip-X, which they describe as "revolutionary rubber and resin composite designed for maximum grip, durability, and resilience". And the particular one I ordered is luminous. The knife got a lot of interest at the show, and sold late Sunday morning. A guy with his teenage daughter did a few passes around the tables - the daughter was keen on this knife, and in the end they bought it.
The blade is 3.5mm Nitro V stainless with a full flat grind. The handle is a tapered tang, with grip-x and black liners, stainless Loveless bolts & a stainless lanyard tube.






")










